
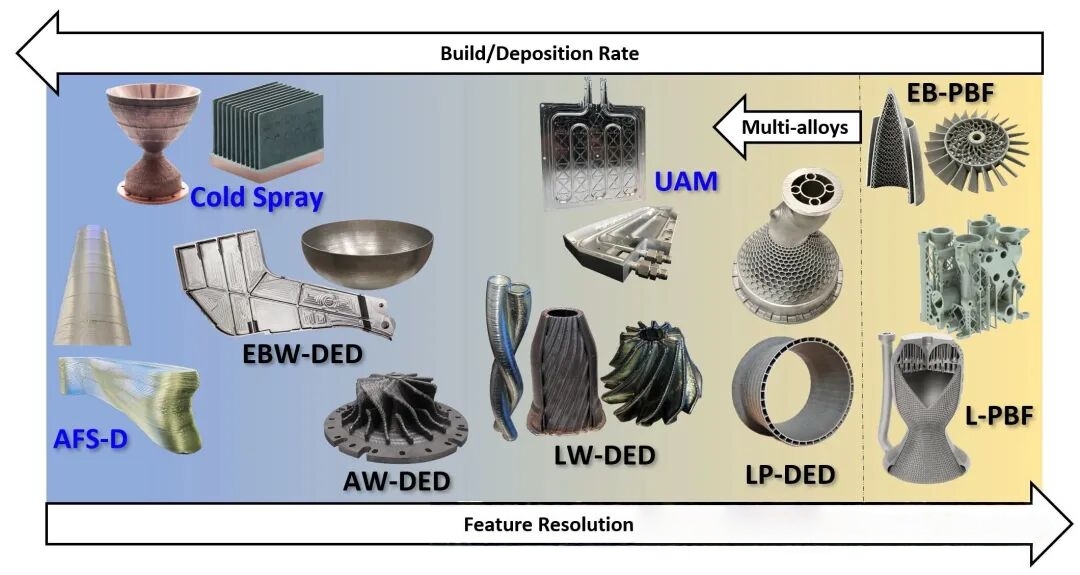
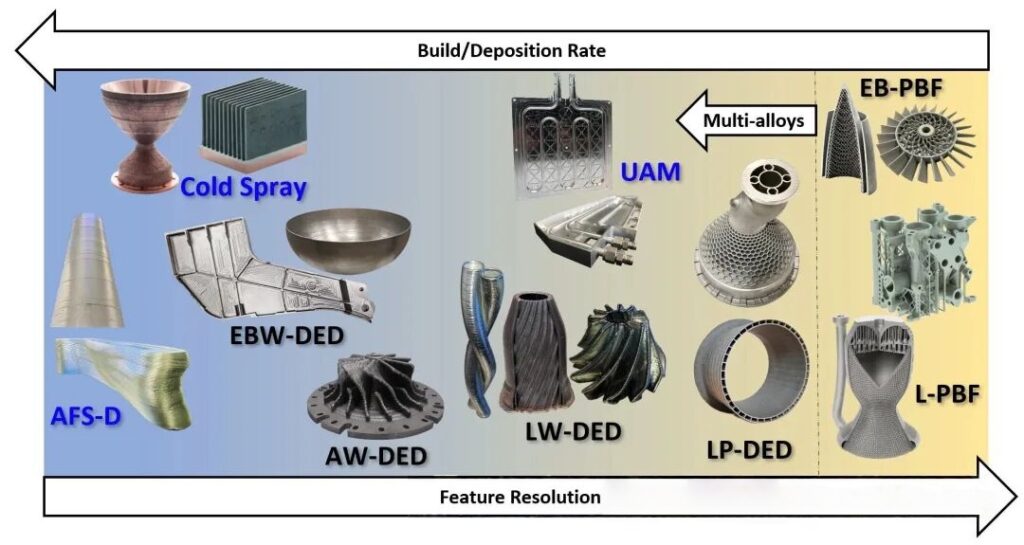
Electron Beam Directed Energy Deposition (DED-EB/W), as an efficient metal additive manufacturing process, offers advantages such as high deposition rates, minimal thermal distortion, and high energy efficiency. It effectively addresses two major challenges in the industry: production efficiency and resource utilization. With the increasing demand for large-sized, cost-effective components, electron beam directed energy deposition has become a viable alternative to laser powder-fed additive manufacturing technology.
Electron Beam Wire Directed Energy Deposition (DED-EB/W) is an advanced development of the electron beam welding process. This technique operates in a high-vacuum environment and can perform additive manufacturing of high-reactivity metals without the need for additional protective gases. For reactive metals like titanium, local protective gases are often insufficient to produce large additive manufacturing components, requiring the use of chambers filled with inert gases or vacuum chambers. Commercially available electron beam welding vacuum chambers can have volumes up to several hundred cubic meters. However, filling these chambers with protective gases would make the part production extremely costly.

In the DED-EB/W process, an electron beam melts the metal wire to form droplets on the substrate. During this process, some of the substrate material also melts. A device that moves relative to the substrate allows for the layer-by-layer construction of a three-dimensional structure. This relative movement can be achieved by moving an electron beam generator with a wire feeding system using a robot or gantry, or by using a multi-axis worktable (x, y, z axes, possibly including rotation and tilting). A combination of both methods is also possible, and multi-axis operations combined with computer numerical control (CNC) technology enable the manufacturing of complex three-dimensional parts.
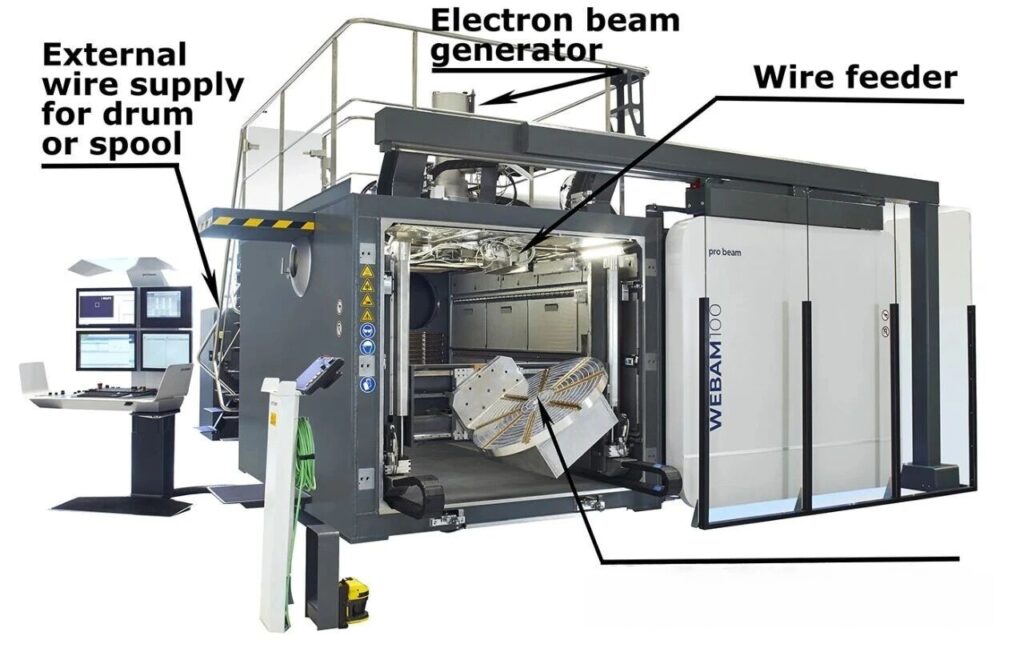
By increasing the deposition rate to improve productivity, electron beam technology provides a high-power, high-energy density energy source. For example, the WEBAM 100 can provide up to 9 kW of power, which is typically sufficient to meet the requirements for single-wire feeding. This technology enables the formation of large parts with maximum dimensions of 1400x1300x1100mm, making it suitable for manufacturing large components.
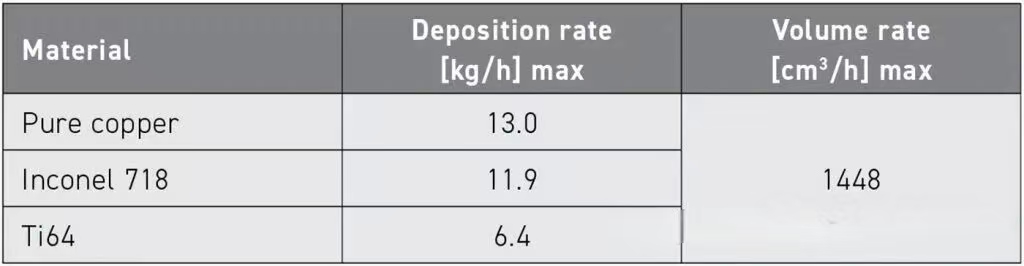
Maximum deposition rate and volume rate for different materials:
With this power, it is possible to melt relatively thick metal wires (diameter of 1.6 mm) and manufacture parts at higher feed speeds. The limiting factor in this case is the maximum feed speed (12 meters/minute), and the high wire feeding speed offers the potential to improve production efficiency.
The mechanical properties of nickel-based alloy IN718 parts with high deposition rates meet application standards, and are comparable to the results from laser (DED-LB/W) and arc (DED-ARC/W) processes.
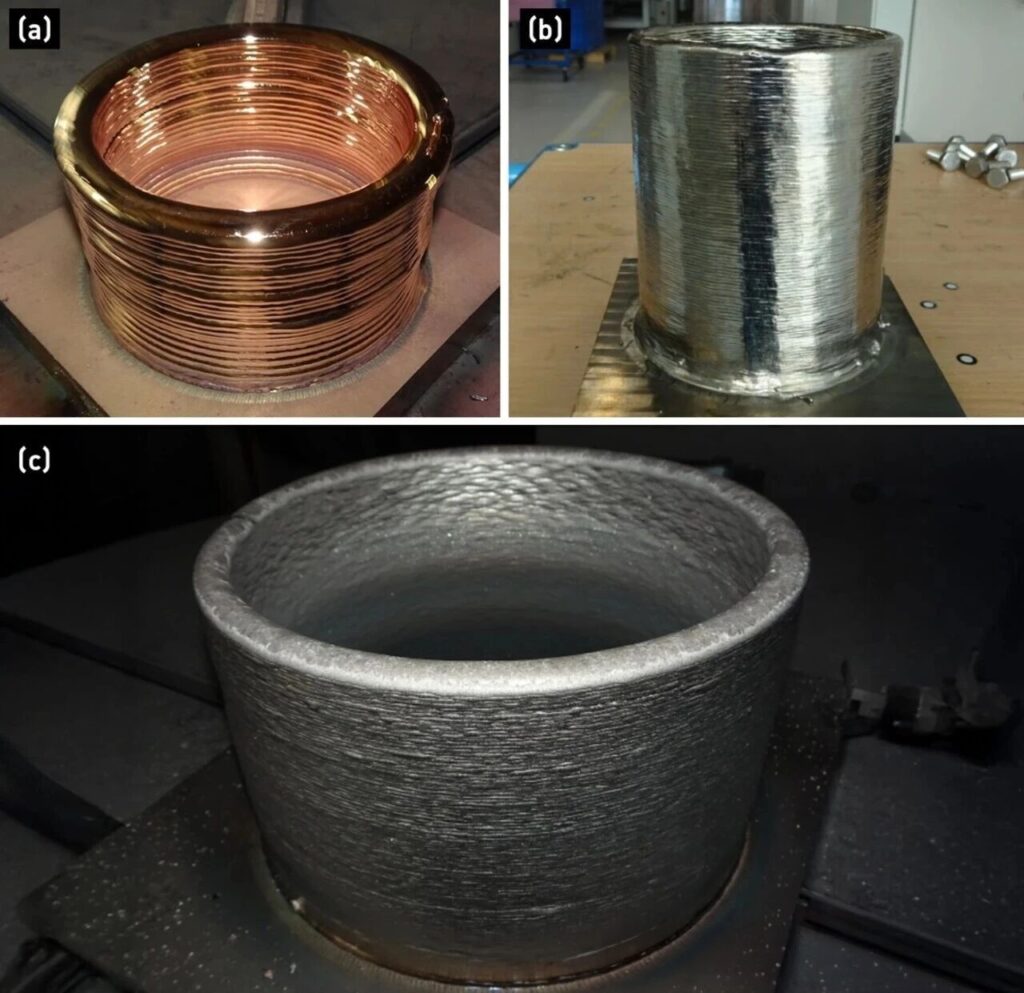
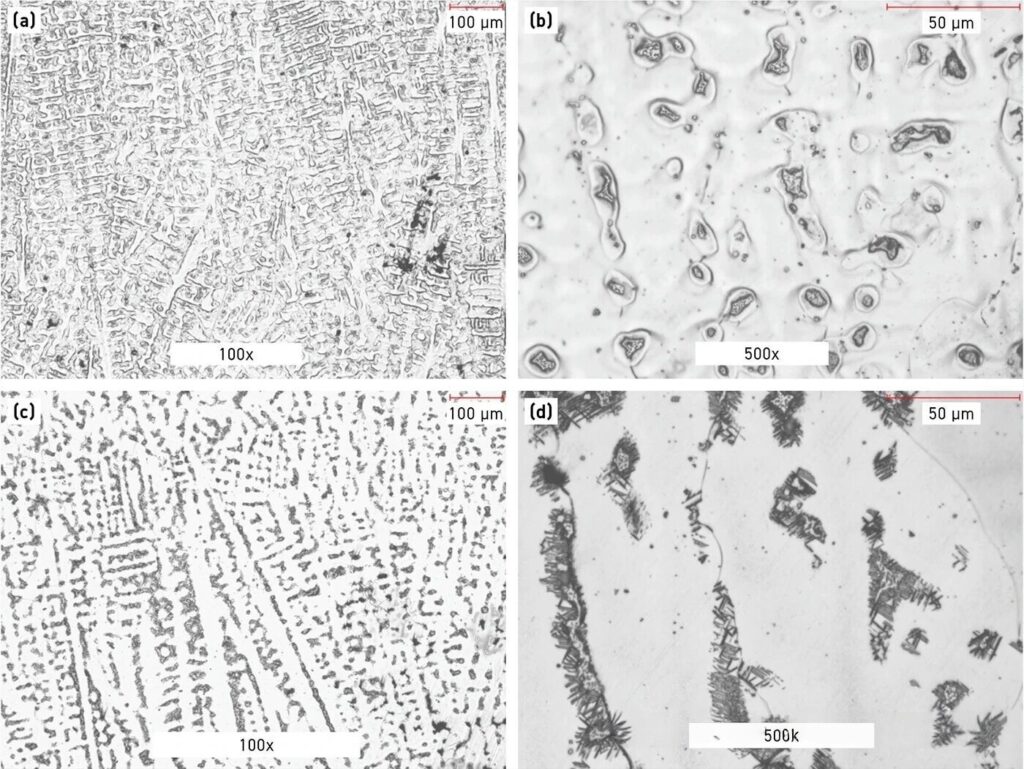
Taking an IN718 DED-EB/W cylinder as an example, no cracks or porosity were found. The microstructure exhibited fine dendritic structures primarily composed of the face-centered cubic γ phase of the nickel-based alloy, possibly containing Laves phases and carbides. Heat treatment altered the microstructure, likely resulting in the precipitation of fine, coherent, disk-shaped γ” (Ni3Nb) phases within the γ matrix. These precipitates are responsible for the strength increase during heat treatment.
One of the key challenges faced in additive manufacturing is the generation of thermally-induced residual stresses, which can lead to geometric distortion. To compensate for this defect, designers often increase the size of the build platform and the part itself to account for potential warping during the production process. If a process could be developed to reduce residual stress and thermal deformation, it would significantly reduce material consumption and post-processing requirements, particularly machining.
The most important parameters that determine deformation are the substrate thickness, beam power introduced, feed rate, production strategy (weld bead sequence), as well as the substrate’s preheat temperature and insulation properties.
Considering these parameters, thermal deformation can be minimized. The image below shows a cross-sectional view of a structural part for the aerospace industry. Despite the substrate thickness being only 5 mm, the final thermal deformation is less than 2 mm.

Another method to reduce thermal deformation is the use of a flipping frame, which allows for the construction of structures on both sides of the baseplate. The image below shows a component built on a baseplate connected to a flipping frame. After each layer is completed, the component is flipped in a high-vacuum environment. The flipping process takes about 1 minute. This allows the subsequent layers to sequentially counteract the thermal deformation of the previous layers from the opposite side. This sequential counteraction significantly reduces deformation.

Improving resource efficiency
Reducing thermal deformation can improve resource utilization in the DED-EB/W process. Other process characteristics also contribute to higher resource efficiency. As mentioned earlier, operating in a high-vacuum environment eliminates the need for protective gases, thus saving this resource. This not only benefits the environment but also reduces costs, especially for large components.
Another reason for the higher resource efficiency of DED-EB/W is that, compared to laser powder-fed DED, wire-fed DED technology generates significantly less material waste. In powder-fed DED, a significant portion of the powder either bounces off the part surface, is carried away by protective or carrier gases, or falls outside the designated deposition area. In contrast, wire-fed DED does not produce such waste.
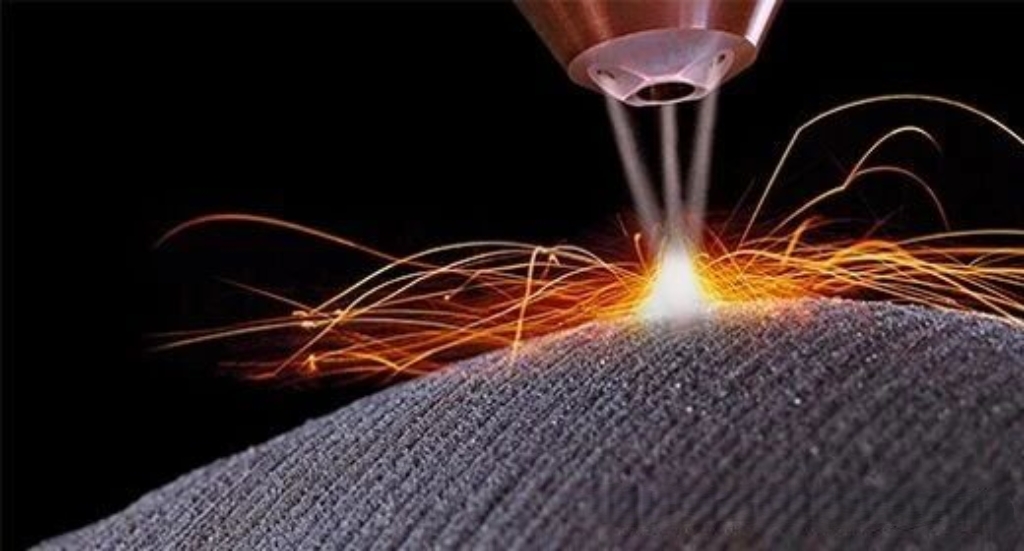
Laser Powder-fed 3D Printing
However, the most significant factors in the overall cost and environmental impact of additive manufacturing are often its energy consumption. The energy input efficiency of the electron beam to the workpiece is as high as 90-95%. This technology is highly efficient because the energy is directly absorbed by the workpiece, with the kinetic energy of the electrons converted into heat (without being affected by air or optical system scattering). In contrast, laser beam technology loses energy due to reflection, scattering, and optical losses. This results in laser beam welding efficiency being around 30-50%.
Comparing the DED-EB/W process with powder-blown laser DED, the results show that the electron beam process performs better, primarily because its equipment energy consumption is significantly lower, only about one-third of that of DED-LB. A direct comparison of the two processes through life cycle assessment shows that emissions from DED-LB are approximately three times higher than those from DED-EB across all environmental indicators.
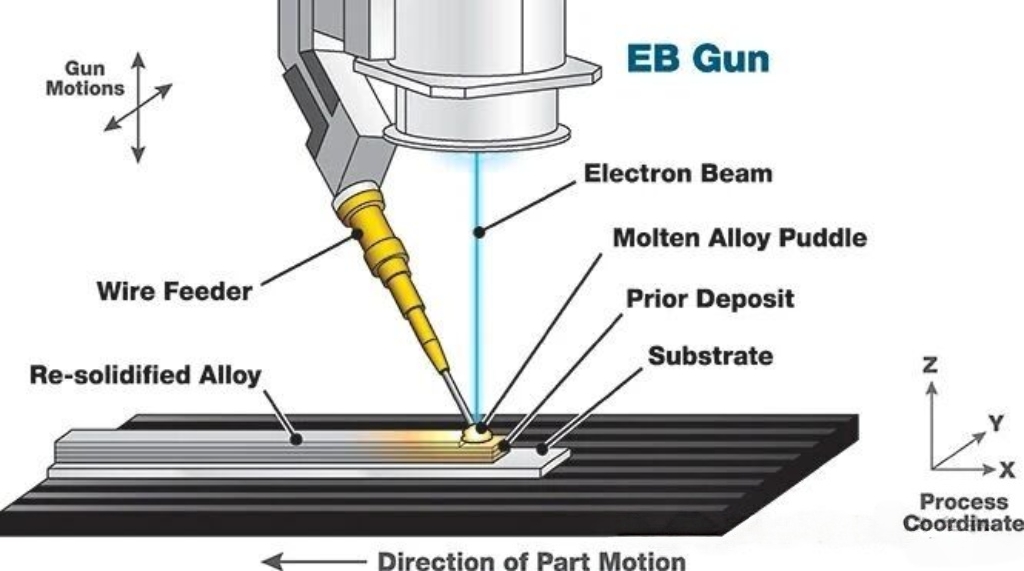
Electron Beam Wire-fed 3D Printing
For high-reflectivity materials such as copper, DED-EB/W offers higher efficiency compared to DED-LB due to differences in energy transfer processes. In DED-EB/W, the kinetic energy of the electrons is efficiently converted into process heat. In contrast, when using traditional infrared lasers on pure copper, up to 98% of the laser power is reflected and lost. In recent years, advancements in laser technology have reduced the reflectivity to 45% for green lasers and 30% for blue lasers.

Another way to improve resource utilization efficiency is by using wire made from recycled materials. However, in wire-based Directed Energy Deposition (DED) processes, virgin (or “new”) wire is typically used. Replacing virgin wire with recycled wire can improve the environmental footprint of the process while reducing material costs. One example of this is titanium alloy recycled wire, which has a structure that significantly differs from standard homogeneous solid virgin wire. This recycled wire consists of a titanium outer layer welded by a laser beam and a core material made from recycled alloy powder, with both the outer layer and core material having an average composition of Ti6Al4V.
The challenge of applying flux-cored wire in the DED-EB/W process lies in the gas trapped in the core wire, which is released and rapidly expands during vacuum melting. This can lead to spattering in the process and create porosity in the part. However, with appropriate process improvements, relatively dense DED-EB/W parts can be achieved. Parts made from recycled titanium wire demonstrate significant tensile strength and elongation at break. These positive results bring hope for future applications of recycled wire in the DED-EB/W process.