
Hardware System: Six-Axis Coordination Breaks Spatial Constraints
The research team built a printing system driven by the UR5e robotic arm.
Unlike conventional 3D printers that move only along the X, Y, and Z axes, this system can flexibly adjust the orientation of the printing nozzle, ensuring that it remains perpendicular to the printing surface at all times.
This multi-axis motion capability provides the essential hardware foundation for high-fidelity fabrication of complex curved surfaces.
Core Algorithm: Field-Based Curved Slicing and Path Planning
This represents the central innovation of the study. Instead of using traditional horizontal slicing methods, the team proposed a scalar-field-based curved slicing strategy.
Curved Slicing
Through computational optimization, the system generates curved layers that closely follow the geometric features of the model, rather than flat slicing planes.
By aligning the slicing layers with the natural curvature of the geometry, this method fundamentally eliminates the “staircase effect” caused by layer misalignment in conventional planar printing.
Interleaved Path Planning
To address the difficulty of dense solid filling, the researchers developed a unique interleaved texture strategy.
Odd and even layers adopt mutually perpendicular toolpaths (for example, alternating between contour paths and zigzag paths).
This design works similarly to weaving fabric, forcing the silicone ink to spread evenly in multiple directions, effectively filling interlayer gaps and improving structural density.
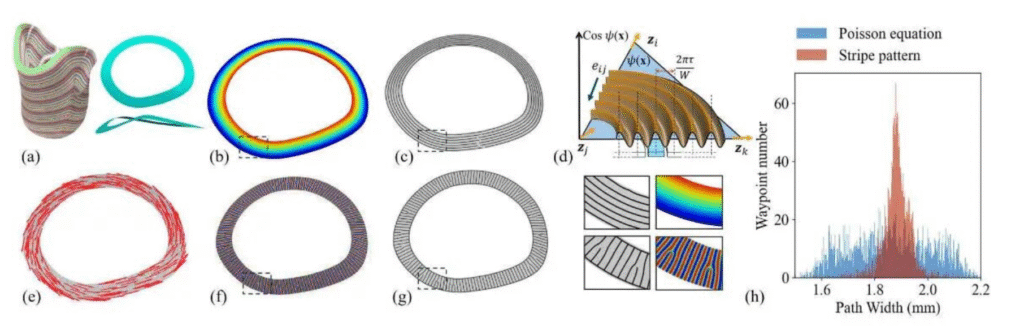
Overview of the boundary-conforming interleaved path generation algorithm.
(a) Curved printing layer.
(b) Boundary distance field.
(c) Boundary-conforming paths computed for odd layers.
(d) Illustration of path generation on triangular elements using a periodic function.
(e) Control vector field.
(f) Periodic scalar field.
(g) Stripe-pattern paths generated for even layers.
(h) Comparison of path width distributions produced by different methods.
3. Process Control: Adaptive Width Constraints
In curved slicing, the layer height may vary across different locations. This requires the height of the extruded material to match the local layer height to ensure reliable interlayer bonding.
However, the extrusion height and local deposition volume are strongly coupled, which can easily lead to non-uniform material deposition.
To address this issue, the researchers introduced a constant-volume width control algorithm.
This algorithm dynamically calculates and adjusts the toolpath width according to local layer height variations, ensuring that the material deposition remains as uniform as possible across the variable-height curved layers.
As a result, the method can:
- Prevent overfilling, which may cause surface bulging
- Avoid underfilling, which may lead to structural gaps or fractures
This adaptive control strategy significantly improves structural integrity and printing reliability in multi-axis embedded silicone printing.
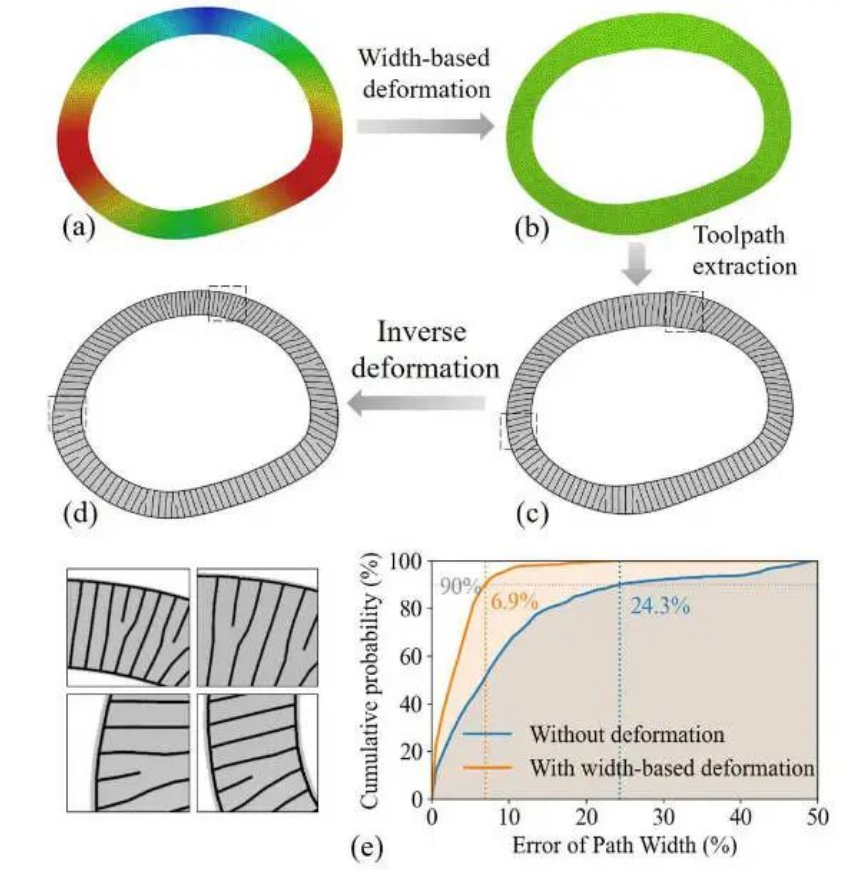
Overview of the width-constrained path algorithm.
(a) Original iso-layers with a path width field.
(b) Width-based deformed iso-layers with a constant path width field.
(c) Equal-width paths generated on the deformed iso-layers.
(d) Width-constrained paths extracted on the original iso-layers.
(e) Cumulative distribution of path width error with and without width-based deformation.
III. Research Conclusions
To verify the practical performance of the proposed system, the research team conducted a series of rigorous experiments covering multiple application scenarios, ranging from medical assistive devices to biomimetic organs.
The experimental results were highly encouraging, demonstrating the system’s strong potential for producing high-precision, high-density silicone structures with complex geometries.
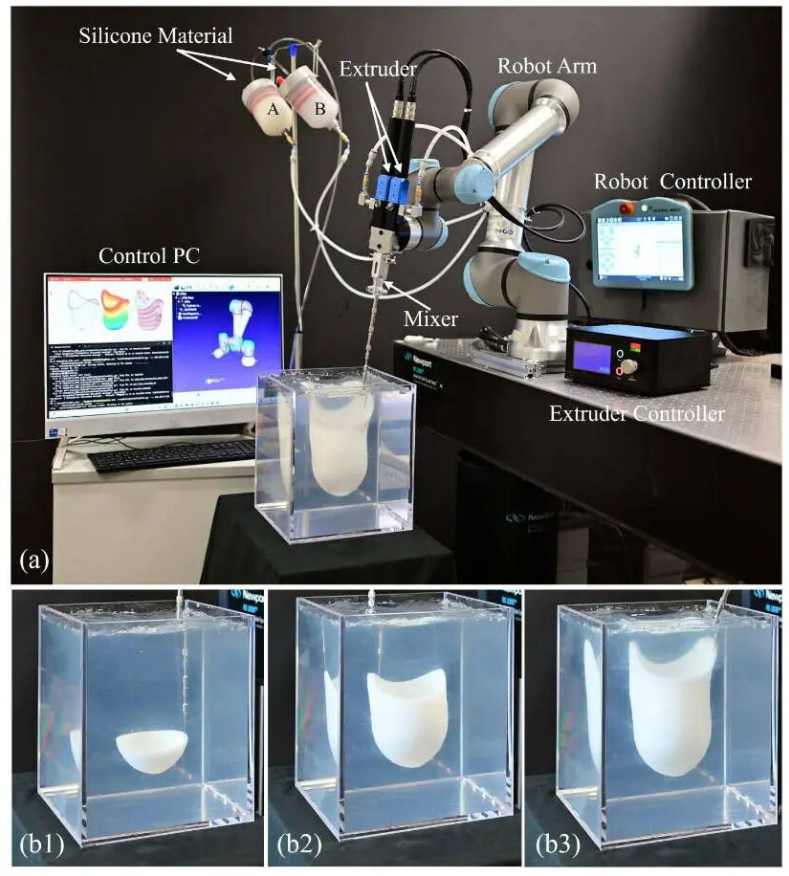
(a) Physical experimental setup of the multi-axis ESP system, where a 6-DOF robotic arm enables spatial material extrusion synchronized with the extruder motion.
(b) Fabrication process of a prosthetic socket model.
1. Functional Verification of Multi-Material Soft Robots
To evaluate the system’s compatibility with materials of different rheological properties, the research team fabricated several types of soft pneumatic robots, including S-shaped actuators, L-shaped actuators, and torsional actuators.
Three silicone materials with different hardness levels and mechanical properties were used for printing:
- Ecoflex 0030
- Mold Star 30
- Dragon Skin 10
The results showed that, thanks to the interleaved path planning strategy, all printed robots exhibited excellent airtightness after inflation, with no air leakage observed.
Moreover, robots printed with different material stiffness demonstrated distinct deformation behaviors under the same air pressure. For example:
- Softer materials produced larger bending curvature
- Stiffer materials showed smaller deformation
These results confirm that the proposed multi-axis ESP process is reliable and versatile for manufacturing functional soft actuators, enabling precise control over mechanical response through material selection and structural design.
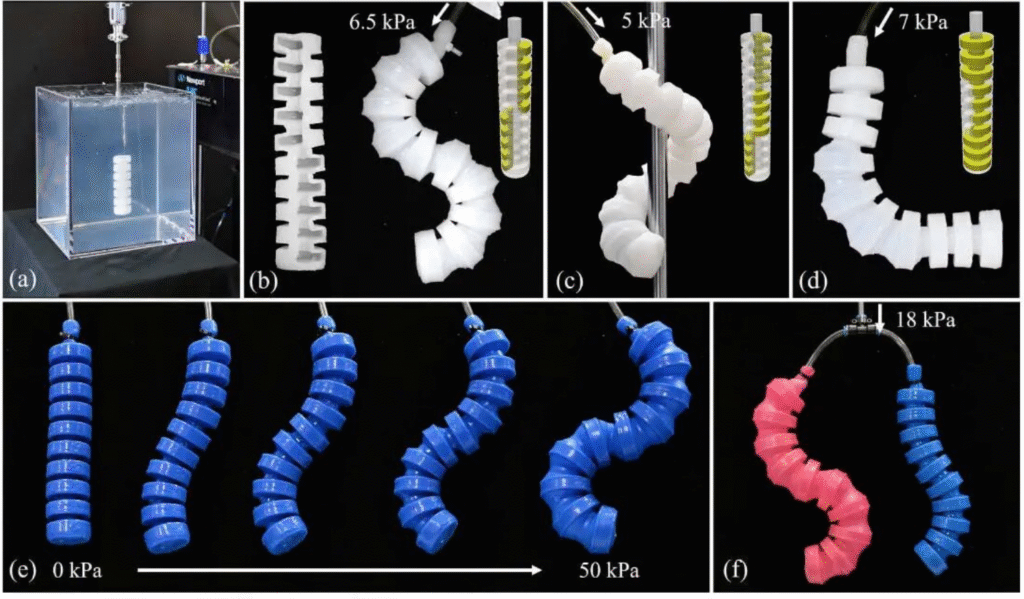
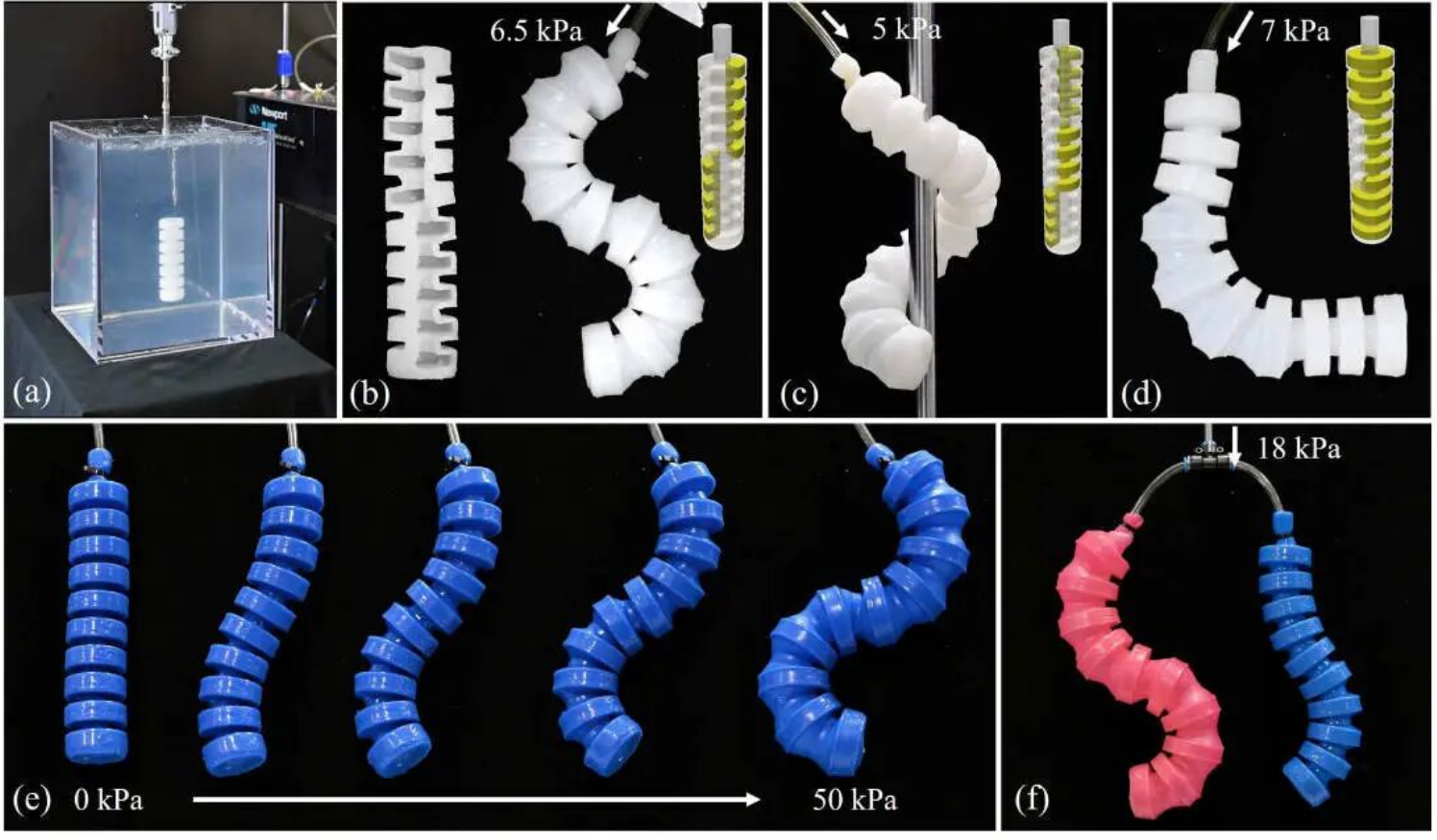
Printing results of soft robot models using various silicone materials.
(a) Printing process using the robot-assisted ESP system;
(b) Longitudinal cross-section and inflated shape of an S-shaped soft robot;
(c) Inflated twisting actuator and (d) L-shaped soft robot.
These three robots were all fabricated using Ecoflex 0030, but with different internal structural designs.
(e) Deformation of an S-shaped soft robot made from Mold Star 30 under different pressures;
(f) Deformation comparison of S-shaped soft robots made from Dragon Skin 10 (left) and Mold Star 30 (right) under the same pressure.
2. Variable-Thickness Membranes and Biomimetic Shape Simulation
The research team also demonstrated the system’s unique capability in manufacturing variable-thickness membrane structures by printing a human chest model.
In traditional uniform-thickness printing, the model typically forms a simple spherical bulge after inflation. However, by utilizing the system’s deformation-based variable-width control algorithm, the researchers successfully fabricated a chest model with spatially varying wall thickness.
After inflation, this model was able to accurately reproduce the morphological deformation of a real human thorax.
This result shows that the multi-axis ESP system is capable not only of printing solid structures, but also of precisely controlling material distribution on complex freeform surfaces. The technology therefore provides a new approach for manufacturing customized wearable devices and medical simulation models.
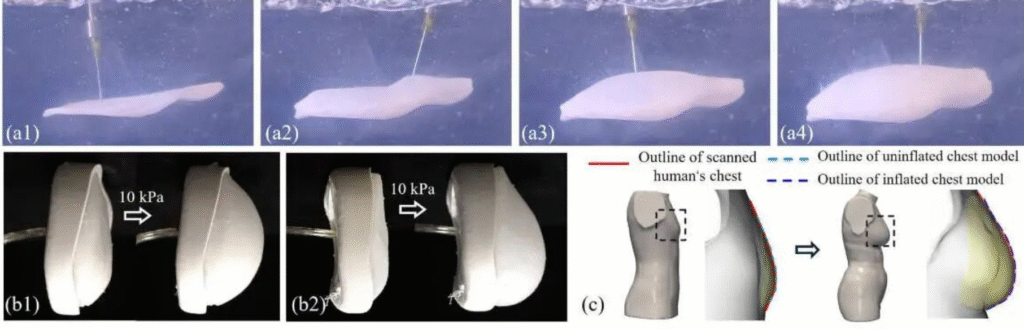
(a) Multi-axis ESP fabrication process of a double-layer chest model with variable thickness, where (a2) highlights the process used to form the closed pneumatic chamber (additional details are provided in the supplementary video).
(b) Different shapes of the chest model after inflation.
- Left: Chest model with constant wall thickness.
- Right: Chest model with a variable-thickness design, which better mimics the natural shape of the human chest and allows the shape to transform from (c) one human-chest configuration (left) to another configuration (right).
3. High-Precision, Non-Destructive Fabrication of Complex Anatomical Structures
In the printing of a highly challenging aorta model (containing both thin-wall and solid regions), the multi-axis ESP technology demonstrated remarkable capability in reproducing fine anatomical details.
Compared with traditional planar printing—which often results in severe stringing, structural collapse, and dimensional deviation—the new approach leverages the spatial motion of a 6-axis robotic arm, ensuring that the nozzle remains perpendicular to the printing surface at all times. This effectively protects critical structures such as the inner walls of blood vessels.
Geometric accuracy:
3D scanning results show that surface error is controlled within 1.5 mm (only about 1% of the model size). The average dimensional error was reduced from 0.49 mm in conventional processes to 0.20 mm, representing a 59% improvement in accuracy.
Density:
CT scans confirm that the internal structure is extremely dense, with a porosity of only 0.25%, achieving true solid printing.
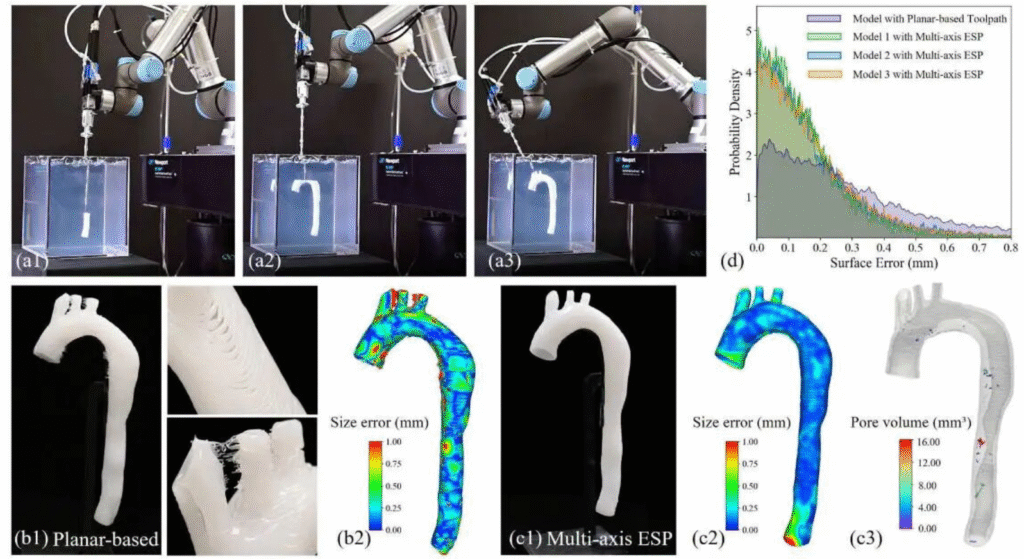
(a) Multi-axis ESP fabrication process of the aorta model, where the robot’s spatial motion enables conformal printing to protect critical regions.
(b) Printing results of traditional planar ESP show improper ink deposition, with obvious stringing defects in critical areas, leading to significant dimensional errors.
(c) Printing results using our proposed method demonstrate excellent surface finish, high geometric accuracy, and good filling performance—as confirmed by CT scan results (c3).
(d) Error distribution across multiple printing cycles. Three multi-axis printing cycles show excellent consistency and repeatability. Compared with conventional planar ESP, multi-axis printing achieves higher dimensional accuracy, reducing the average error from 0.49 mm to 0.20 mm.