
In the field of additive manufacturing, there is a widely recognized saying: “printing is easy, shape control is hard.” This is especially true for lightweight designs combined with complex geometries, which significantly increase manufacturing difficulty.
Thin-walled, complex structures in particular pose major challenges for high-precision 3D printing. Adding support structures can easily damage the part during post-processing, while reducing or eliminating supports introduces a high risk of deformation.
Recently, the General Technology Machine Tool Research Institute encountered this exact challenge of shape control and manufacturability while developing a typical thin-walled curved pipe component.

Shape control challenges in thin-walled curved pipe structures
This component measures 82 × 122 × 264 mm and features a thin-walled curved pipe structure with narrow internal spaces, tortuous channels, and overall low rigidity. For such parts, traditional 3D printing processes typically require a large number of supports in weak areas to maintain stability. However, extensive supports are difficult to remove afterward and may introduce risks of precision loss or structural damage.
In addition, during printing, continuous cycles of heat input and cooling lead to the accumulation of residual stress, which can easily cause warping and deformation. This issue is particularly severe at the pipe openings, where constraints are minimal and heat dissipation paths are complex, making them the most deformation-prone regions.
If one continues to rely on the conventional “print → scan → correct → reprint” trial-and-error approach, it not only consumes significant material and equipment costs, but also makes it difficult to control development timelines—while still leaving outcomes highly uncertain.

“Design Optimization + Simulation Compensation”
When conventional 3D printing approaches proved ineffective, the General Technology Machine Tool Research Institute adopted a new strategy: using VoxelDance Additive (VDA) to solve the shape control and manufacturing challenges through a “design optimization + simulation compensation” approach.
Step 1: Design Optimization — Introducing Lattice Structures
Engineers first used the VDA design module to add adjustable lattice structures to the most deformation-prone area—the pipe opening region.
The software allows parametric control of lattice structures, meaning the lattice is not fixed but can be finely tuned based on stress analysis. Engineers can adjust the thickness and spatial distribution of the lattice in different regions, resulting in a more合理 distribution of stiffness.
At the same time, this lattice-based design eliminates the need for manually re-adding supports after deformation compensation in traditional workflows, significantly improving the printing stability of complex parts.
Step 2: Simulation Compensation — Reverse Compensation for Precise Shape Control
After implementing the optimized design, the team conducted a printing validation. However, post-scan results showed an overall deformation of about 0.4 mm, still exceeding the design tolerance.
As a result, the team initiated a second-stage correction. The lattice-enhanced model itself contained approximately 12 million triangular facets, making it highly complex. To handle this large-scale data and intricate geometry, the team utilized the simulation module in VoxelDance Additive to develop a deformation compensation strategy, enabling precise shape control through reverse compensation.
First, the complete geometric model was imported into the simulation module of VoxelDance Additive. Leveraging the software’s parallel computing capabilities, the team performed a full simulation of the thermo-mechanical coupled deformation behavior throughout the printing process, enabling accurate prediction of residual stress and deformation distribution.
Based on the simulation results, the software automatically generated a reverse compensation field, applying pre-deformation corrections to the original design so that the deformation during printing would offset the predefined compensation.
Finally, the design team used the compensated model for a second print and conducted another 3D scan of the finished part. The comparison results showed that the previously severe deformation was effectively controlled, with overall dimensional deviation reduced to within 0.2 mm, achieving more than double the precision improvement.
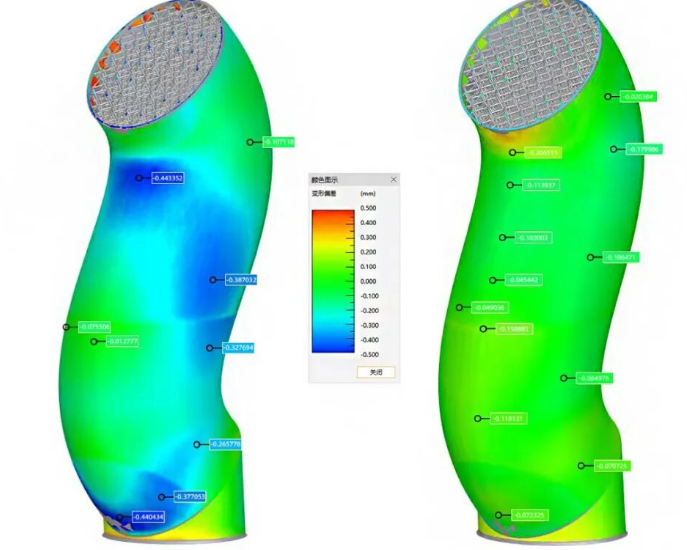
Scanning deformation deviation before compensation and after compensation