
In metal 3D printing, overhang structures have long been regarded as particularly difficult-to-manufacture features.
A dual-laser additive manufacturing system and method for support-free overhang structures has been developed.
By adopting a region-specific differentiated printing strategy, it provides a new approach to improving the print quality of overhang features. This technology has recently been granted an international invention patent (WO2026041117).
Overhang structures are difficult to print primarily because, once the molten metal loses the support of the solidified layer beneath it, gravity, recoil pressure, and surface tension act together, causing the material to sag into the surrounding powder bed. As the overhang angle increases, issues such as dross formation, surface roughness, increased porosity, and geometric deviation become much more likely.
The most common solution in the industry is to add support structures. However, this introduces additional post-processing steps to remove the supports and leads to material waste.
In recent years, a micro-scale laser powder bed fusion technology (μLPBF) has emerged. By using a smaller laser spot size, thinner layers, and finer powders, it improves the minimum feature resolution. However, due to the small spot size, printing efficiency is extremely low, making it difficult to apply in large-scale production.

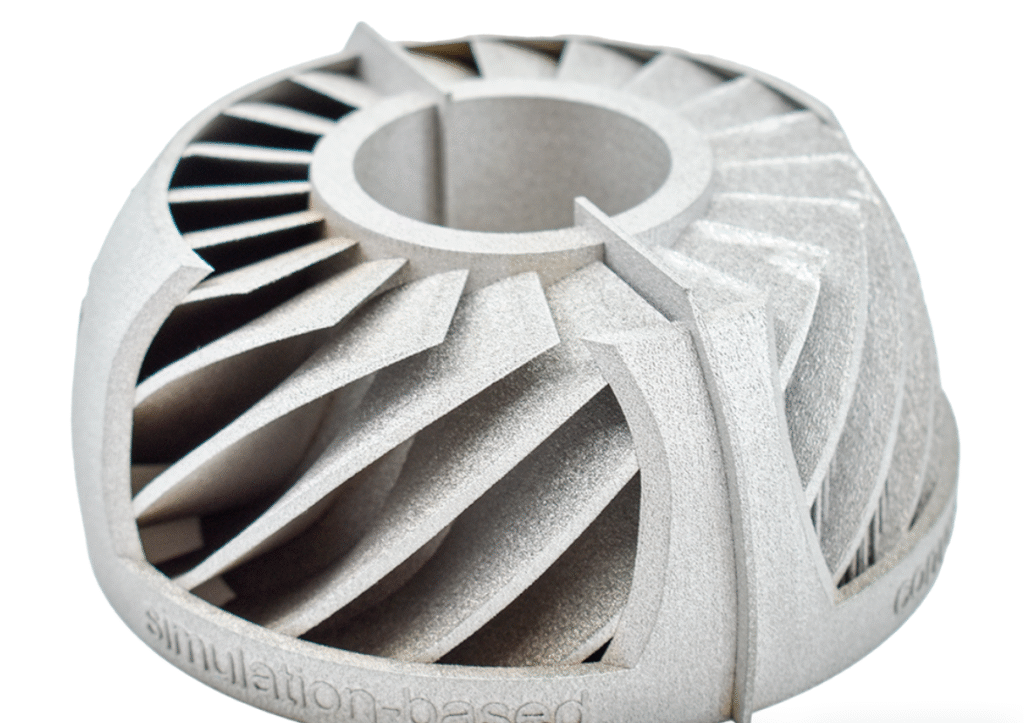
Samples printed using micro laser powder bed fusion (μLPBF)
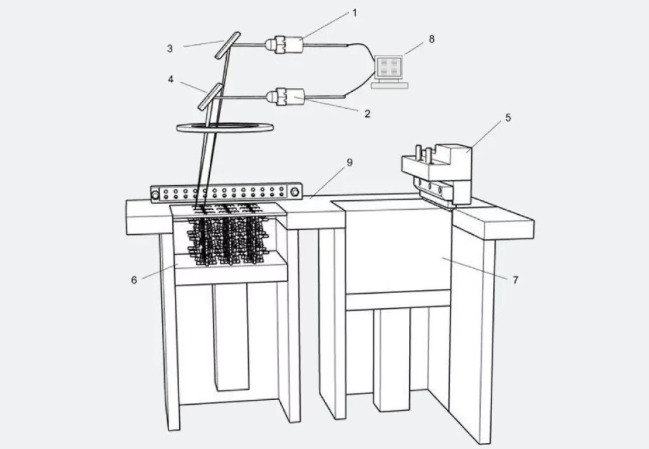
Researchers from Nanjing University of Aeronautics and Astronautics drew inspiration from μLPBF technology and developed a dual-laser, partitioned support-free overhang printing method.
In practice, the slicing software divides the 3D model into “overhang regions” and “support regions” based on geometric features, generating two separate datasets—referred to as the first and second slice data.
The controller then uses these datasets to generate corresponding printing instructions. Under execution, one laser scans the support regions, while the other scans the overhang regions, enabling differentiated process parameters for each area.
This dual-laser strategy provides a new approach for achieving efficient, support-free printing of overhang structures.
According to the patent disclosure, the first micro-scale laser is dedicated to scanning the overhang regions, with a powder layer thickness of 10–15 μm. Its parameters include a spot size of 10–40 μm, laser power of 25–75 W, scanning speed of 900–1100 mm/s, and a hatch spacing of 50 μm, using an orthogonal scanning strategy with 90° rotation between layers. The use of low energy density enables precise melt pool control, effectively suppressing underside sagging and internal defects.
The second laser, responsible for the support regions, operates with high-efficiency parameters: a spot size of 60–100 μm, power increased to 375–425 W, and a scanning speed of 700–900 mm/s. The powder layer thickness in this region is n times that of the overhang region, enabling faster bulk material deposition.
When n = 3, the process prints three layers of the overhang region, then switches to the second laser galvanometer to print one layer of the support region, repeating this cycle. This approach ensures high-quality formation of the overhang while significantly improving overall build efficiency.
Beyond higher efficiency, the patent also highlights that using a high-power, large-spot laser to scan the non-overhang (support) regions enables re-melting at the interface between overhang and support. This improves interface density and bonding strength (adhesion), while reducing the risk of delamination between the two regions.
Researchers compared the microstructures at the overhang–support interface between parts produced by traditional processes and those made using the dual-laser approach. The results show that, due to the smaller layer thickness, the dual-laser method produces fewer keyhole defects and a denser microstructure.
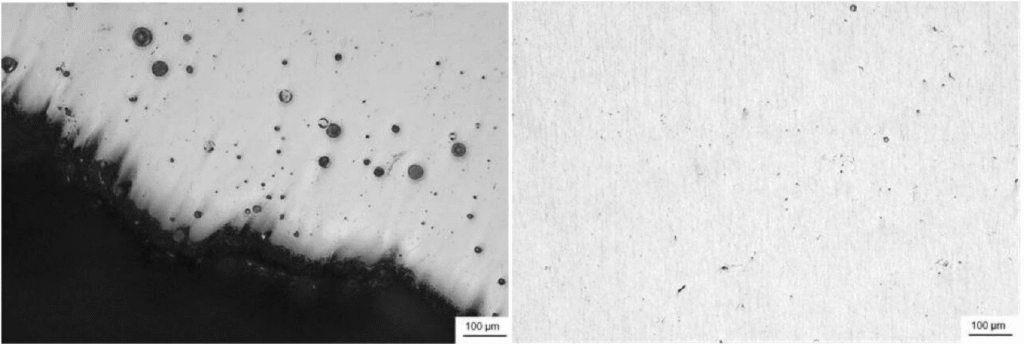
Comparison of samples formed using conventional LPBF equipment and the dual-laser strategy
The researchers validated the approach using Al–Mg–Sc–Zr aluminum alloy powder with a particle size range of 2–20 μm. The patent specifies an applicable overhang inclination range of 10°–40°, aiming to address the long-standing challenge of support-free printing of aluminum alloys in metal 3D printing.
While the demonstrated results appear promising, some questions remain. In the study, the powder size (2–20 μm) and layer thickness (10–15 μm) are both significantly finer than typical industrial standards, where powders are usually 15–53 μm. Under such conventional conditions, it is still uncertain whether this process route would remain fully compatible and deliver the same level of performance.

Overall, this technology builds on a solid understanding of the underlying physics, decoupling process parameters from structural design. Its technical logic is clear and problem-oriented, offering a new approach to overcoming overhang limitations in metal 3D printing through on-demand adjustment of scanning strategies.
However, to integrate this method into commercial equipment, further work is likely needed—particularly in optimizing scan parameters for different materials. In addition, the impact of conventional powder particle sizes on thin-layer recoating must be carefully studied, as it could significantly influence process stability and final part quality.
In fields such as aerospace and medical devices—where surface integrity and fatigue performance are critical—there is a clear, real-world demand for support-free 3D printing.
The concept of “high precision in critical regions, high efficiency in non-critical regions” is no longer limited to equipment manufacturers. If combined with advances from the research community, it could unlock even greater value.